



密闭船舱的空间特性,让固定供气模式的资源浪费问题难以规避。狭小封闭的作业区域无法快速疏散多余保护气体,人工设定的恒定流量会在焊接全程持续输出,无论机器人处于熔焊作业、点位移动还是姿态调整状态,气体供给量始终保持不变。船舱焊接工序繁杂,单区域作业完成后机器人需要反复对位、换道、调整焊接角度,工序间隙的空置时长占比偏高,持续喷射的保护气体无法参与熔池防护,只会在舱室内积聚消散,长期累积形成大量无效耗材损耗,直接增加船舶建造的辅料运营成本。
焊接工艺质量的波动,很多时候源于气量和实际焊接热输入的不匹配,这一问题在船舱复杂焊接工况中表现得尤为突出。舱室结构件厚度参差不齐,厚板结构需要大电流熔透焊接,薄板拼接与局部修补则采用小电流精细熔焊,机器人作业过程中电流参数会根据焊缝需求持续浮动。恒定不变的供气流量无法跟进电流变化带来的防护需求差异,大电流熔焊阶段气量不足会削弱防护效果,小电流精细焊接阶段气量过剩会扰乱局部气流平衡,两种情况都会造成焊缝成型不稳定,增加现场质检筛选和返修的工作压力。
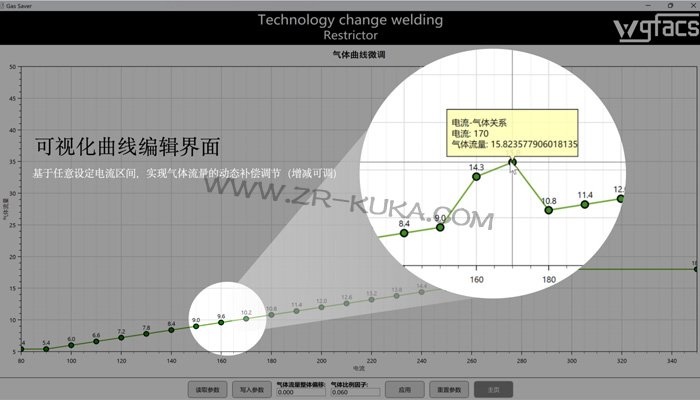
WGFACS节气设备的实际应用价值,集中体现在对库卡机器人船舱焊接全工况的自适应匹配能力,真正实现焊接气量按需供给。设备可实时捕捉机器人焊接过程中的电流变化数据,精准识别当前作业的热输入强度与熔池状态,通过内置调控系统实时调整供气开度,完成气量的平滑自适应调节。焊接电流数值提升,设备供气流量同步增大,满足厚板熔深焊接的高强度防护需求;焊接电流数值降低,设备自动缩减供气流量,匹配精细焊接的低负荷防护标准,让每一段焊缝的气体供给都贴合实时工艺需求。
舱室内部补强板、薄壁结构拼接、边角点位修补等精细焊接作业,整体热输入量较小,熔池体积小且凝固速度快,过度的气体供给反而会对焊接品质造成负面影响。电流降低的精细焊接工况下,WGFACS节气设备会自主下调供气输出,将气量控制在精准的工艺区间。适度的气体供给既能维持基础防护条件,隔绝空气杂质接触熔池,又不会产生多余气流冲击熔融金属,有效改善狭小空间内气流紊乱引发的焊缝波纹不均、表面凹凸等问题,保障精细焊缝的外观质量与结构精度。
焊接启停瞬间的气量衔接控制,是提升船舱焊接品质、减少能耗浪费的重要细节。传统供气模式缺乏时序调控能力,起弧阶段气量补给滞后,容易造成焊缝起始位置氧化发黑,收弧阶段气量无法及时递减,多余气体持续喷射造成无谓消耗。WGFACS节气设备可精准识别电弧启停信号,起弧瞬间提前完成微量供气置换管路杂气,收弧阶段跟随熔池冷却节奏逐步递减气量,避免收尾位置出现裂纹和氧化瑕疵。机器人工位移动、工件对位的空置时段,设备切换稳压待机状态,仅保留管路基础压力,杜绝空气倒灌的同时彻底消除空喷损耗。
高湿密闭的船舱环境,对焊接供气的稳定性有着特殊要求,气量的平稳过渡是规避焊接缺陷的关键。空气流通不畅、环境湿度偏高的工况下,焊接熔池对气体杂质和水分敏感度极高,气量突变引发的气流扰动,会大幅提升气孔缺陷的出现概率。WGFACS节气设备的动态调节过程无档位突变,气量增减全程平滑过渡,始终保持稳定的气层覆盖状态。让气体耗材的整体使用量得到合理管控,有效降低船舶建造的生产成本。
设备适配库卡机器人船舱焊接的改造条件,无需改动现有成熟生产工艺。模块化的机身设计结构紧凑,能够适配船舱狭小的安装空间,标准通用的气路接口可直接串联接入原有供气线路,改造过程无需拆解机器人设备、无需修改焊接程序与电弧参数。设备接入后可自主适配各类舱室焊接工况,无需人工频繁手动调节流量参数,适配船舶分段建造、整体舱室焊接等多种生产模式,现场落地便捷性极强。